2022-05-19 15:22:51
浏览:
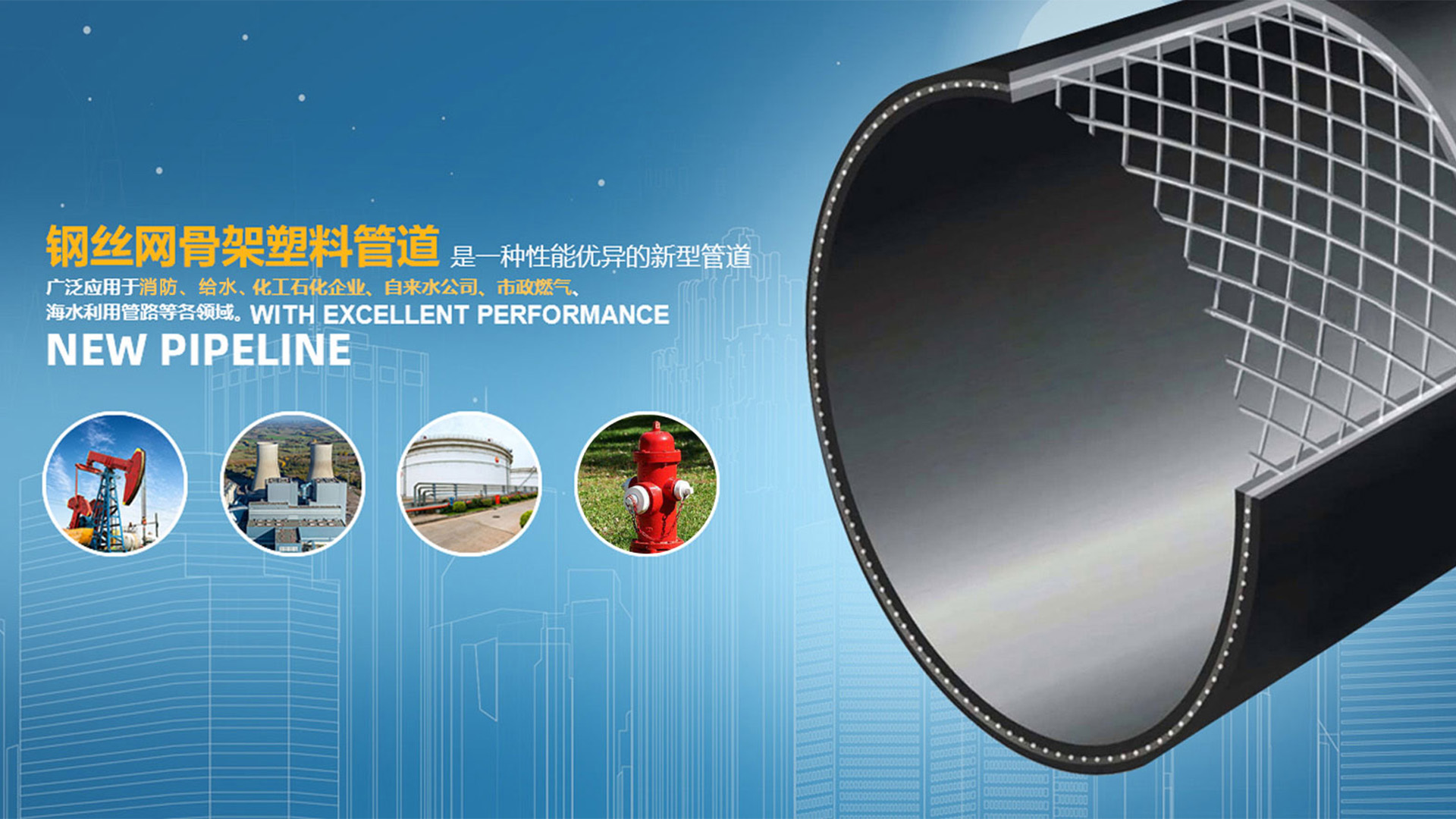
1、使用前检查焊机各部件工作是否正常,尤其是焊机加热板的温度是否在标准温度范围内(220℃±10℃)。
2、调整加热板温度时,应考虑表面温度和环境温度对加热板实际温度的影响,防止加热板实际温度(表面温度+环境温度+加热板显示温度)>230℃。当环境温度在38℃以上,在沥青路面上施工时,加热板的温度可调节到190℃~200℃;当环境温度低于38℃且现场施工时,加热板的温度可调节至200℃~210℃。
3、管道对接前检查错缝率,错缝率不得大于管道壁厚的10%。如果错台率超过管道壁厚的10%,焊接接头的接触面将小于管道壁厚,从而影响焊接效果。

4、加热时间的计算方法是:当两根管道的端面在与加热板接触的圆周上翻转时,卸载焊接机的压力并开始进入加热时间。加热时间的计算方法为管道壁厚x10s。
5、管道焊接完成后,保持压力,进入冷却时间。冷却时间的计算方法为管道壁厚x1min。
6、焊接后如采用水冷、风冷等强制冷却方式,焊接接头处会出现虚焊,影响焊接质量。因此,冷却应采用自然冷却。

 13371571618
13371571618